
Manuell bågsvetsning av metalldelar kräver inte bara en svetsmaskin, utan också några ytterligare tillbehör för svetsning. De ser till att den elektriska kretsen monteras på rätt sätt, säkerställer säker kontakt och skapar en bekväm och säker miljö för svetsaren. Dessa omfattar främst ledande kablar, klämmor och elektrodhållare. Dessa tillbehör ingår i svetsuppsättningen eller kan köpas som tillbehör. Varje nybörjare måste känna till deras syfte, huvudtyper och användningsområden.
Elektrisk hållare
Elektrodehållaren är utformad för att hålla elektroden, matning av den och kontroll av dess position i svetsområdet. Kraven är enkla men viktiga:
- Den håller tillförlitligt svetsstavar med olika diametrar i svetslägen som är bekväma för svetsaren;
- en tät elektrisk kontakt;
- Enkel konstruktion för långvarig användning av elektrodhållaren;
- ergonomi och säkerhet.

Avtryckargaffel
Du kan inte längre hitta en sådan elektrodhållare i specialbutiker, men svetsare av den gamla skolan använder den fortfarande. Elektroden hålls kvar här genom att Fjäderverkan hos tre stålstänger, svetsas samman till en enda konstruktion, som påminner om en gaffel. Denna armatur är lätt att göra för hand, men har ett antal allvarliga nackdelar:
- Förekomst av oskyddade levande ytor;
- Svårigheten att få ut brännaren;
- låg användbarhet.

Handstycket utan brännare
Denna typ av hållare består av ett handtag och en kontaktstift. elektroden svetsas i sin ände före användning, vilket gör att stavens metall nästan helt kan utnyttjas i svetsprocessen. Denna typ av armatur är mycket efterfrågad när man arbetar med dyra förbrukningsvaror.
Skruvhållare
Den elektriska skruvhållaren för svetsinverterare är en populär produkt bland yrkesverksamma. Den håller elektroder av alla tvärsnitt på plats på ett mycket säkert sätt genom att gängad fastspänningsmetod. Det finns praktiskt taget inga utsatta områden på produkten, vilket är bra för din säkerhet. Det periodiska behovet av att vrida skruven med jämna mellanrum ökar klämtiden, men kompenseras av kontaktstyrkan och den enkla hanteringen.

Sibrteh 91455
Inhemsk modell typ av kniptång med en kraftfull fjäder kostar endast 200-250 krona. Den möjliggör ett snabbt byte av elektroderna och säkrar dem i alla riktningar. Inga begränsningar i diameter. Strömförande delar fungerar tillförlitligt vid strömmar på upp till 500 A. Väger mindre än 300 g. Den har ett ergonomiskt upphöjt handtag och en praktisk spak för att öppna klämman. Beläggningen är tillverkad av hållbart isolerande material.

egentillverkad elektrodhållare
Det enklaste sättet att göra en hållare av improviserade material är att använda våra egna händer i form av en treudd. Elektrodhållaren används för detta ståltråd Tråd med rund eller växlande tvärsnitt med en diameter på ca 8 mm. Av den skärs tre ca 20-25 cm långa bitar. Två av dem böjs något och svetsas ihop med sina nedre ändar så att de ligger i ett plan och deras övre ändar bildar gaffelns yttersta gaffelspetsar.
Den tredje biten görs lite kortare än de andra. Den får också en liten böjning genom att den orienteras i ett plan som är vinkelrätt mot de två första arbetsstyckena.
Svetsningen utförs på ett sådant sätt att den spalt som bildas fylls med en viss kraft med vilken den nakna elektrodändan på de vanligaste elektroderna leds stadigt in i spalten.
För att svetskabeln ska kunna anslutas till den resulterande konstruktionen på ett tillförlitligt och tätt sätt, avskalas dess ände 6-8 cm och lindas tätt med en ståltråd med liten diameter. Svetslocket svetsas fast på de långa nedre ändarna av de yttersta trådarna i hållaren. Handtaget är tillverkat av en bit gummislang, av elastisk plastslang eller dielektrisk mantel på baksidan av kabeln med önskad diameter. Följande video visar produktionsprocessen
Klämman för massan
De delar som ska svetsas måste vara ordentligt anslutna till marken för att kretsen ska fungera korrekt. Endast på detta sätt kan en bra svetsning uppnås och svetsaren skyddas mot elektriska stötar. Jordledarklämman är utformad för att fungera som en kontaktpunkt. OEM-tillbehör är inte alltid lämpliga för uppgiften, och därför försöker erfarna hantverkare välja utrustningen själva. De viktigaste egenskaperna elektriska terminaler är:
- Den maximala strömföringskapaciteten;
- tillräckligt kontakttryck;
- Förmågan att hålla kabelns vikt;
- terminalens öppningsvinkel.

Fördelarna är bland annat:
- Användarvänlighet;
- Enkel anpassning till detaljerna i alla former;
- stor öppenhet.
De har nackdelar:
- gradvis försvagning av fjädern;
- inte alltid tillförlitlig kontakt.
Magnetisk klämma
En sådan utformning förutsätter en stark permanentmagnet och en terminal för anslutning av kabeln.

dess fördelar:
- extremt hög tillförlitlighet i anslutningen;
- brett kontaktområde.
nackdelar:
- produktens stora mått;
- tidskrävande att kabla.
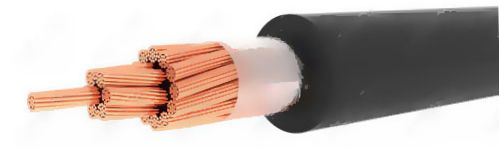
Svetskabel
Spänningsförsörjning till svetspunkten och anslutning till massan av de delar som ska sammanfogas sker med svetskablar. De har vanligtvis bara en ledande rund tråd och avslutas i allmänhet med en standardklämma. De omfattas av högre krav:
- mekanisk hållfasthet och motståndskraft mot kemiskt aktiva ämnen;
- möjlighet till flera vridningar och rätningar;
- hög flexibilitet;
- ogenomtränglig för smuts och fukt.
Den vanligaste typen är en flexibel kabel av märket KG. Den är utformad för likström upp till 1 kV eller växelström upp till 660V och frekvens upp till 400 Hz. Det finns ett antal olika sorter:
- KG-XL, frostbeständig ned till -60os;
- KG-T är utformad för tropiskt klimat;
- KGH är utrustad med en icke brännbar isolering;
- KG-COG, som är särskilt flexibel.

kabel kg 1h25
KOH-kabeln är lämplig för bågsvetsning, halvautomatisk eller automatisk svetsning med en likström på upp till 700 V eller växelström på upp till 220 V och en frekvens på upp till 50 Hz. Dess sorter är också utformade för olika omgivningstemperaturer.
KOG 1 1×16 kabel
Förutom de enledade kablarna har de också blivit allmänt spridda:
- Dubbelkärniga trådar för pulssvetsning och skärning;
- Tre-ledarkablar som används i olika typer av automatisk svetsning.
Kabelns maximala strömkapacitet står i direkt relation till material och tvärsnittsarea. På Välj önskad tvärsnittsarea Se anslutningsdiagrammen. En 6,7 mm massiv koppartråd är lämplig för en hushållsinverter som arbetar med 220 volt2, och för automatiska maskiner med hög effekt oftare 35,6 eller 47,2 kV.mm.
kabelanslutning
När kabeln ansluts till svetsutrustningen används vanligtvis speciella hylsor för att säkerställa en säker kontakt och skydda den mot oavsiktlig kontakt. Tråden måste vara anpassad till svetsmaskinens prestanda. Särskild uppmärksamhet måste ägnas åt följande polaritet. När du ansluter två ledare ska du alltid använda en krympkoppling, följt av isolering.
I de flesta fall är de standardkablar som säljs tillsammans med växelriktaren av flera skäl kortare än vad hantverkaren vill ha. Även om tillverkarna av svetsutrustning normalt inte ålägger några längdbegränsningar, bör du använda Förlängning av svetskabeln måste hanteras med största försiktighet. Det är viktigt att se till att den extra sektionen inte leder till en kritisk minskning av svetsspänningen och svetsströmmen.
Vilka olika typer av tillbehör finns tillgängliga för svetsmaskiner? Kan du ge några exempel på viktiga tillbehör som kan förbättra svetsresultaten eller underlätta arbetet?